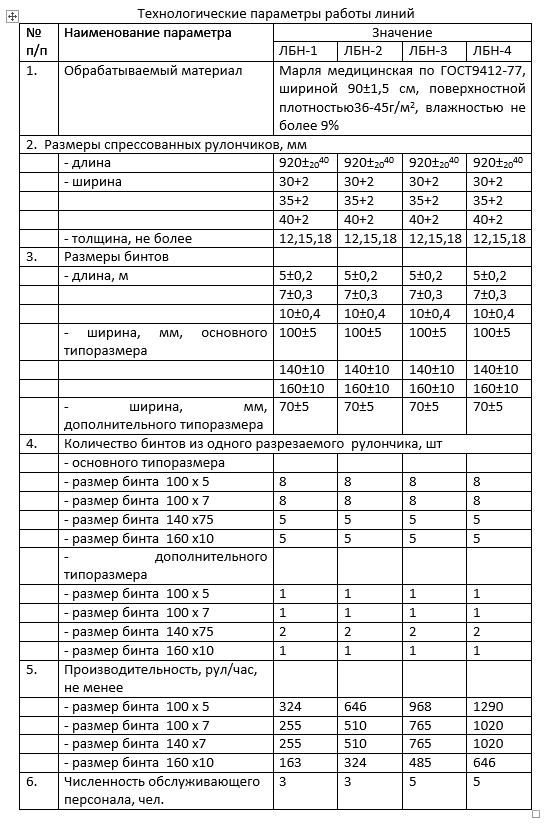
Поточные универсальные линии типа ЛБН предназначены для производства нестерильных марлевых бинтов из марли медицинской шириной 90 ± 1,5 см и поверхностной плотностью 36 – 45 г/м2 .
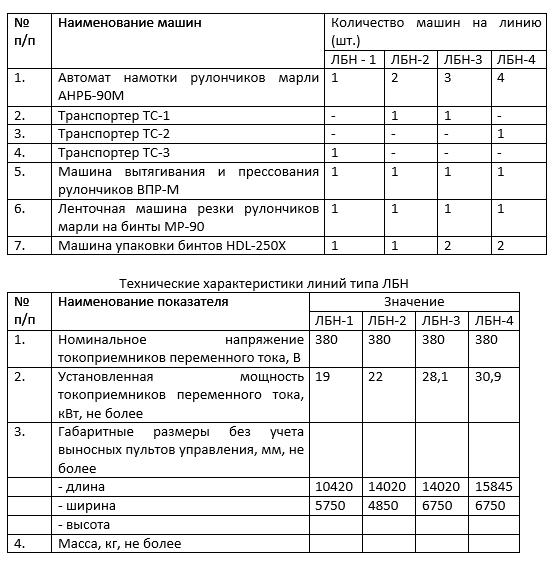
На линии могут выпускаться бинты шириной от 50 мм до 160 мм и длиной от 5 метров до 10 метров. Длина намотки бинта устанавливается на счетчике автомата накатки рулончиков марли АНРБ – 90М, а типоразмер сечения бинта изменяется за счет смены прессующих валиков (переналадки) машины вытяжки и прессования ВПР – М. Поточные линии выпускаются 4х модификаций (в зависимости от количества установленных автоматов накатки рулончиков марли).
Состав линий и количество машин, входящих в них.
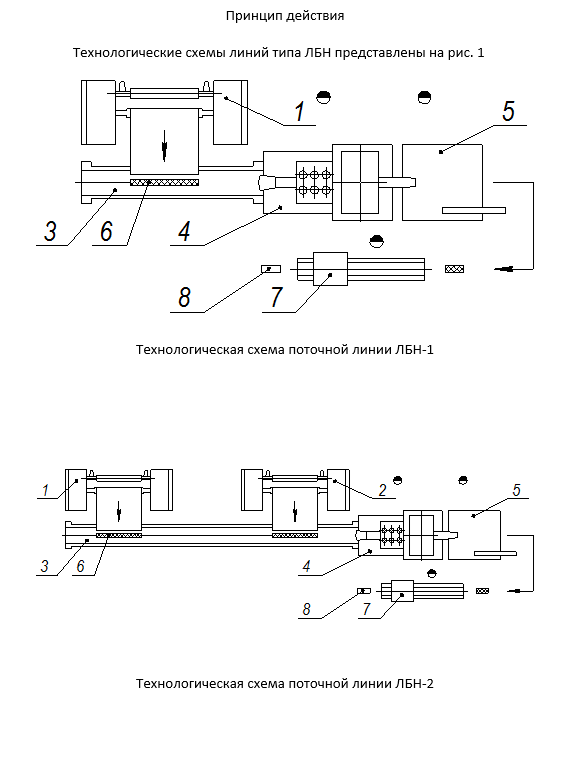
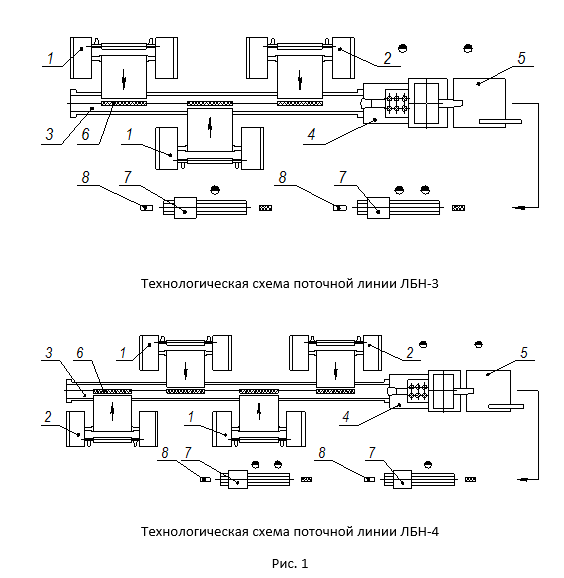
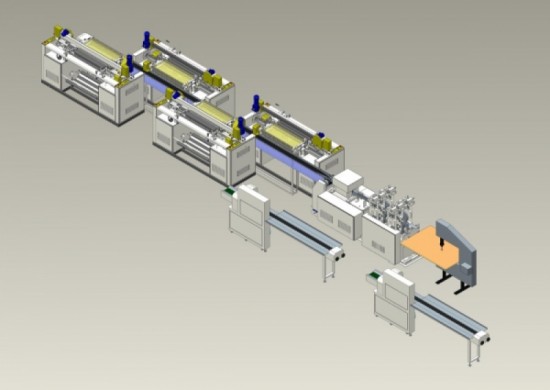
1 и 2 – Автомат намотки рулончиков марли АНРБ-90М;
3 – Транспортёр ТС-1 и ТС-2;
4 – Машина для вытягивания и прессования рулончиков марли ВПР – М;
5 – Машина резки рулончиков марли на бинты МР-90;
6 – Рулончики марли;
7 – Машина упаковки бинтов различного размера НF-ZB;
8 – Бинт в упаковке.
Рулоны медицинской марли устанавливают в автоматы накатки 1, где они перематываются в рулончики 6 заданной длины, которые транспортным средством 3 переносятся в машину 4 вытягивания и прессования. Пройдя пресс, рулончики марли вытягиваются на 2 – 3 %, приобретают рациональную геометрическую форму.
Получение геометрических форм для различных длин бинтов обеспечивается переналадкой машины вытяжки и прессования 4 (ВПР-М). Спрессованные рулончики марли раскраиваются на бинты на ленточной резательной машине 5. Готовые бинты в таре поступают на операцию упаковки.
Упаковка производится в пленку на машине 7 упаковки бинтов различного размера (рис. 2).

Технологические схемы линий для производства стерильных марлевых бинтов отличаются от линий для производства не стерильных марлевых бинтов тем, что в их состав дополнительно входят стерилизаторы. Стерилизаторы устанавливаются в помещение разделёнными сплошной перегородкой на две половины: причем в одной половине происходит загрузка нестерильных бинтов, а в другой выгрузка уже стерильных бинтов.
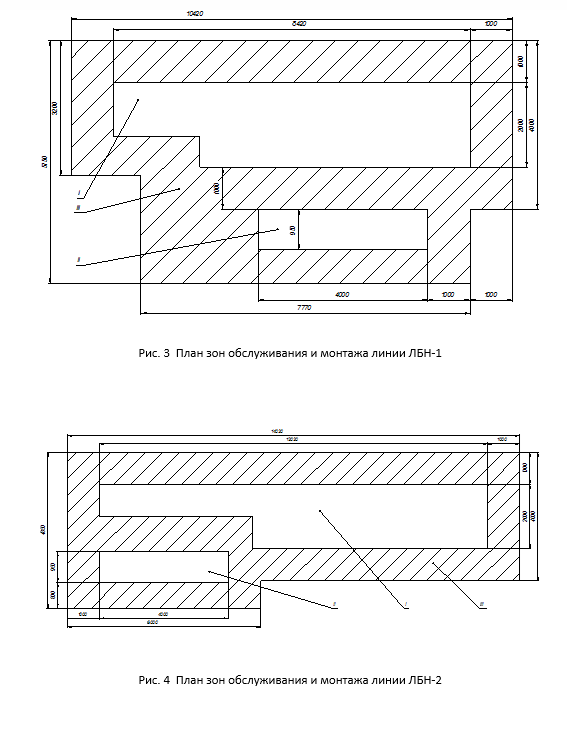
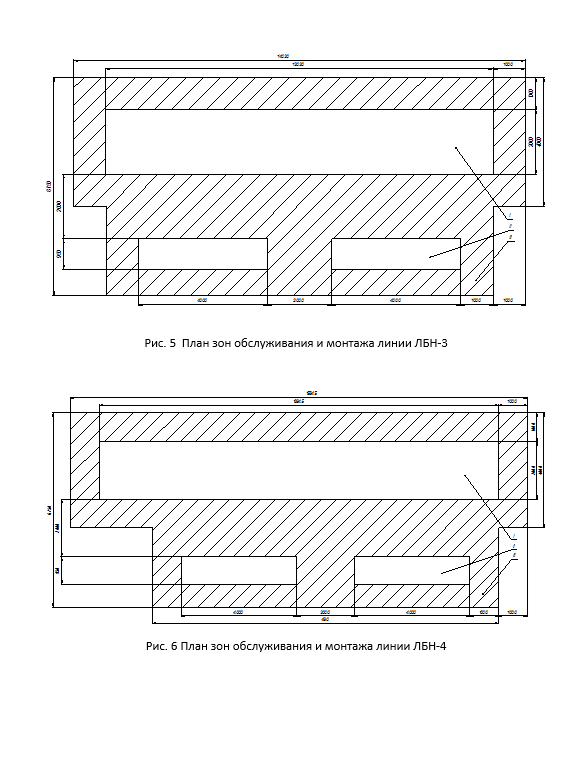
Компоновка и планы зон обслуживания поточных универсальных линий типа ЛБН.
Составные части машин могут выставляться в одну линию, с разворотом под углом, параллельными потоками или в отдельных помещениях, в зависимости от наличия и конфигурации производственных зданий производителя бинтов.
По желанию заказчика предприятие изготавливает и поставляет любые составные части линий.
На рисунках 3 – 5 представлены примеры планов зон обслуживания и монтажа линий типа ЛБН, согласно технологических схем рис. 1
Примечание: Машина вытяжки и прессования поставляется только с набором валков для одного типоразмера бинтов. На остальные типоразмеры валки поставляются отдельно по желанию заказчика.